Сосредоточьтесь на экструзии, грануляции винтовые бочки дизайн и производство





Какие винты используются с биметаллическим винтовым стволом
2022.12.06
Они специализируются на производстве и экспорте шнеков и цилиндров клиентам по всему миру. В дополнение к шнекам и бочкам, они также предлагают различные другие услуги. Бочки также доступны в различных размерах. Они идеально подходят для гранулирования и экструзии. Их также можно использовать в инженерных пластмассах. Стоимость изготовления этих стволов выше, чем у азотированных винтов. Однако они обеспечивают длительный срок службы. Исторически азотирование использовалось для обработки шнеков и цилиндров. Этот метод используется для улучшения коррозионной стойкости и повышения периферийной ударной вязкости. Он заменяет использование химических покрытий, таких как воронение и цинкование. Азотирование — это не процесс, который можно применять ко всем типам винтов.
Двойной экструдер Биметаллический шнек и цилиндр
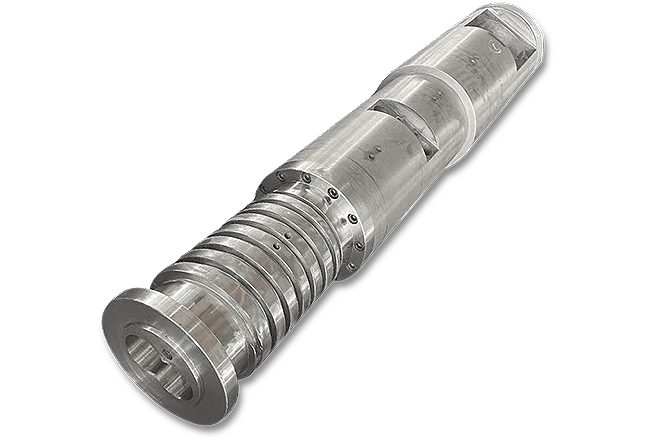
Биметаллический цилиндр для одношнекового экструдера представляет собой своего рода напыление сплава толщиной 2-5 мм на внутреннюю стенку цилиндра, которое обладает отличной коррозионной стойкостью, стойкостью к истиранию и высокой рабочей температурой. И его полезный срок службы значительно увеличен по сравнению с обычным азотированным стволом. Биметалл имеет более очевидные преимущества при обработке специальных пластиков для увеличения износостойкости, таких как инженерные пластики, фторидные пластики, PPO и т. д. Наша компания использует порошки из специальных сплавов, которые напыляются и навариваются на верхней части винтовых витков, а также используют различные сплавы и методы сварки. .
Однако твердость А. Биметаллический винтовой ствол намного выше, чем у необработанной стали. Азотированный слой также устойчив к истиранию. Однако его износостойкость не так высока, как у биметаллического шнека. Этот метод обработки все еще находится на ранней стадии, поэтому его не рекомендуется использовать с коррозионно-активными смолами или в приложениях, требующих высокой прочности. Процесс азотирования включает диффузию атомов азота в поверхность стали. Это достигается путем нагрева стали в атмосфере азота. Атомы азота в сочетании с элементами, образующими нитрид, образуют очень твердую поверхность. Выбор правильного покрытия для вашего биметаллического цилиндра шнека может быть важным решением. Хорошая футеровка может обеспечить отличную защиту от износа и коррозионную стойкость.
В зависимости от вашего применения вы можете выбрать один из множества вариантов соотношения цены и качества. Первым шагом в выборе футеровки для вашего биметаллического цилиндра шнека является определение области его применения и условий эксплуатации. Эти условия будут влиять на продолжительность обслуживания футеровки и на то, сколько вам придется заплатить за футеровку. Вы можете выбрать футеровку, которая соответствует вашим потребностям, приняв во внимание предполагаемый износ и тип футеровки. лучше всего защитит ваше оборудование. В зависимости от вашего применения вы также можете выбрать вкладыш, который совместим с различными покрытиями винтов. Компания Screw разработала технологию установки биметаллических гильз цилиндров винтов. Эта технология помогает продлить срок службы биметаллических винтовых стволов. Он предназначен для повышения производительности оборудования для обработки ПВХ. Он обеспечивает стойкость к истиранию, а также помогает увеличить производительность. Биметаллическая втулка представляет собой слой порошка сплава, который формуется и наносится на винт. Диаметр слоя может составлять от 0,025 мм до 25 мм.
Обычно изготавливается из быстрорежущей стали или инструментальной стали. Он может быть покрыт различными технологиями. Ее еще называют внутренней вкладышем. Наружная втулка крепится к внутренней нарезной трубе вкладыша 10. Она обеспечивает сжимающие усилия и улучшает динамическую устойчивость ствола. Он может быть установлен с помощью механических креплений. Как правило, имеется три секции шнека, а именно секция дозирования, секция сжатия и секция смешивания. Секция дозирования расположена перед сужением головки, тогда как секция сжатия и смешивания расположены на конце разгрузки. Секция дозирования обеспечивает самую высокую температуру внутри экструдера. Он также обеспечивает самую высокую скорость сдвига. Это также самый короткий участок. Самый короткий участок — свободный полет. Однако свободный полет не такой мощный, как у других. Секция сжатия длиннее остальных. Обычно он изготавливается из отожженной легированной стали. Он резко сужается к выходному концу. Это хороший выбор для кристаллических пластиков с низкой вязкостью.
Двойной экструдер Биметаллический шнек и цилиндр
Биметаллический цилиндр для одношнекового экструдера представляет собой своего рода напыление сплава толщиной 2-5 мм на внутреннюю стенку цилиндра, которое обладает отличной коррозионной стойкостью, стойкостью к истиранию и высокой рабочей температурой. И его полезный срок службы значительно увеличен по сравнению с обычным азотированным стволом. Биметалл имеет более очевидные преимущества при обработке специальных пластиков для увеличения износостойкости, таких как инженерные пластики, фторидные пластики, PPO и т. д. Наша компания использует порошки из специальных сплавов, которые напыляются и навариваются на верхней части винтовых витков, а также используют различные сплавы и методы сварки. .
Однако твердость А. Биметаллический винтовой ствол намного выше, чем у необработанной стали. Азотированный слой также устойчив к истиранию. Однако его износостойкость не так высока, как у биметаллического шнека. Этот метод обработки все еще находится на ранней стадии, поэтому его не рекомендуется использовать с коррозионно-активными смолами или в приложениях, требующих высокой прочности. Процесс азотирования включает диффузию атомов азота в поверхность стали. Это достигается путем нагрева стали в атмосфере азота. Атомы азота в сочетании с элементами, образующими нитрид, образуют очень твердую поверхность. Выбор правильного покрытия для вашего биметаллического цилиндра шнека может быть важным решением. Хорошая футеровка может обеспечить отличную защиту от износа и коррозионную стойкость.
В зависимости от вашего применения вы можете выбрать один из множества вариантов соотношения цены и качества. Первым шагом в выборе футеровки для вашего биметаллического цилиндра шнека является определение области его применения и условий эксплуатации. Эти условия будут влиять на продолжительность обслуживания футеровки и на то, сколько вам придется заплатить за футеровку. Вы можете выбрать футеровку, которая соответствует вашим потребностям, приняв во внимание предполагаемый износ и тип футеровки. лучше всего защитит ваше оборудование. В зависимости от вашего применения вы также можете выбрать вкладыш, который совместим с различными покрытиями винтов. Компания Screw разработала технологию установки биметаллических гильз цилиндров винтов. Эта технология помогает продлить срок службы биметаллических винтовых стволов. Он предназначен для повышения производительности оборудования для обработки ПВХ. Он обеспечивает стойкость к истиранию, а также помогает увеличить производительность. Биметаллическая втулка представляет собой слой порошка сплава, который формуется и наносится на винт. Диаметр слоя может составлять от 0,025 мм до 25 мм.
Обычно изготавливается из быстрорежущей стали или инструментальной стали. Он может быть покрыт различными технологиями. Ее еще называют внутренней вкладышем. Наружная втулка крепится к внутренней нарезной трубе вкладыша 10. Она обеспечивает сжимающие усилия и улучшает динамическую устойчивость ствола. Он может быть установлен с помощью механических креплений. Как правило, имеется три секции шнека, а именно секция дозирования, секция сжатия и секция смешивания. Секция дозирования расположена перед сужением головки, тогда как секция сжатия и смешивания расположены на конце разгрузки. Секция дозирования обеспечивает самую высокую температуру внутри экструдера. Он также обеспечивает самую высокую скорость сдвига. Это также самый короткий участок. Самый короткий участок — свободный полет. Однако свободный полет не такой мощный, как у других. Секция сжатия длиннее остальных. Обычно он изготавливается из отожженной легированной стали. Он резко сужается к выходному концу. Это хороший выбор для кристаллических пластиков с низкой вязкостью.
Горячие продукты












Чжоушань Цзядин Пластик Машинери Лтд.
Copyright © Чжоушань Цзядин Пластик Машинери Лтд. all rights reserved.

