Сосредоточьтесь на экструзии, грануляции винтовые бочки дизайн и производство





Как обращаться с винтом двухшнекового экструдера
2023.02.14
Выключите питание Двухшнековый цилиндр для экструдера , снять датчики давления, температуры и нагреватели на головке машины; вытащите все винты, положите их плашмя на деревянную доску, снимите инструмент для удаления винтов, снимите и очистите элементы винта, пока они горячие. деревянным молотком или медным стержнем, чтобы слегка постучать по винтовому элементу, а затем вынуть элемент после ослабления.
Ослабьте двухвтулочную муфту, обратите внимание и запомните шлицы и метки на концах двух винтов в соответствии с типом установочного винта на конце вала винта. Сначала нагрейте бочку до температуры формования остаточного материала в бочке. После нагрева до температуры формования снимите головку машины, пока она горячая, и очистите материал на конце отверстия цилиндра и на конце шнека.
Двухшнековый экструдер выделяет меньше тепла от трения в процессе экструзии и плавления смолы. Время плавления и пластификации сырья в бочке короче (то есть время пребывания сырья в бочке короче, чем у одношнекового экструдированного пластифицированного сырья в бочке), а эффективность производства выше, чем одношнековых экструдеров. Двухшнековый экструдер работает по принципу зацепления, а остаточный материал в цилиндре может автоматически очищаться.
Смола пластифицируется в цилиндре двухшнекового экструдера, а эффект сдвига двухшнекового зацепления является стабильным и однородным, а качество смешиваемого и пластифицируемого сырья лучше. Порошок можно экструдировать и смешать непосредственно в двухшнековом экструдере для пластификации смолы, а качество продукта относительно стабильно, что избавляет от необходимости смешивать и гранулировать поливинилхлорид и другие смолы при формовании продуктов с помощью одношнекового экструдера. .
Двухшнековый цилиндр для гранулятора пластика
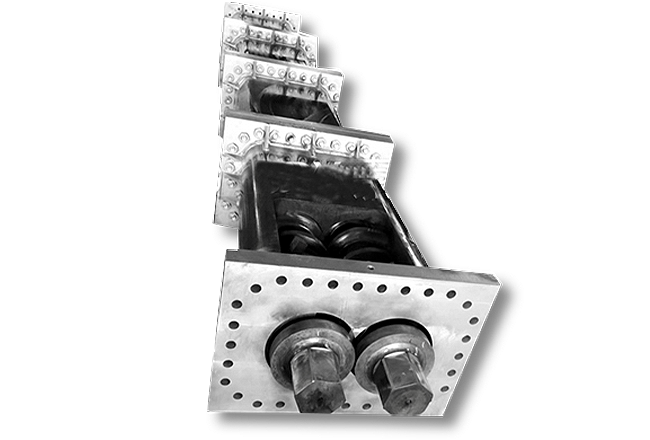
Ослабьте двухвтулочную муфту, обратите внимание и запомните шлицы и метки на концах двух винтов в соответствии с типом установочного винта на конце вала винта. Сначала нагрейте бочку до температуры формования остаточного материала в бочке. После нагрева до температуры формования снимите головку машины, пока она горячая, и очистите материал на конце отверстия цилиндра и на конце шнека.
Двухшнековый экструдер выделяет меньше тепла от трения в процессе экструзии и плавления смолы. Время плавления и пластификации сырья в бочке короче (то есть время пребывания сырья в бочке короче, чем у одношнекового экструдированного пластифицированного сырья в бочке), а эффективность производства выше, чем одношнековых экструдеров. Двухшнековый экструдер работает по принципу зацепления, а остаточный материал в цилиндре может автоматически очищаться.
Смола пластифицируется в цилиндре двухшнекового экструдера, а эффект сдвига двухшнекового зацепления является стабильным и однородным, а качество смешиваемого и пластифицируемого сырья лучше. Порошок можно экструдировать и смешать непосредственно в двухшнековом экструдере для пластификации смолы, а качество продукта относительно стабильно, что избавляет от необходимости смешивать и гранулировать поливинилхлорид и другие смолы при формовании продуктов с помощью одношнекового экструдера. .
Двухшнековый цилиндр для гранулятора пластика
Спецификация:
Диаметр вверх: Φ30мм-Φ400мм
Отношение длины к диаметру: L/D=20-50
Диаметр вниз: Φ30мм-Φ300мм
Отношение длины к диаметру: L/D=8-20
Горячие продукты












Чжоушань Цзядин Пластик Машинери Лтд.
Copyright © Чжоушань Цзядин Пластик Машинери Лтд. all rights reserved.

